



Wet spraying repair technology for new dry cement kiln
In the system maintenance project of the new dry process cement clinker production line, the construction of refractory lining is the key to the whole maintenance project, ensuring quality, reducing costs and shortening the construction period are the hot issues of concern to each cement production enterprise.
Classification:
Description
1. Overview
In the system maintenance project of the new dry process cement clinker production line, the construction of refractory lining is the key to the whole maintenance project, ensuring quality, reducing costs and shortening the construction period are the hot issues of concern to each cement production enterprise.
The construction of special parts of the kiln system is the difficulty of maintenance work: for large enterprises, the construction period directly affects the company's output profit, so the construction period is also the focus of the company's consideration.
Wet spraying construction can solve the above problems and difficulties:
Compared with brickwork and pouring construction, spraying construction can shorten the construction period by more than 50%. Spraying construction can also create greater speed and convenience.
Advantages of 2. wet spraying construction lining
A, fast construction period, short time, no template, basically do not need maintenance can be heated in advance feeding;
B, composite lining a molding, heat preservation and fire resistance, energy saving effect is good;
C, in the special-shaped bend and other difficult construction position, can best reflect the superiority of spraying construction;
D, uniform density, no honeycomb cavity phenomenon, closely combined with the system shell, good wear resistance and long service life;
E, no need to order a large number of special-shaped bricks, reduce inventory, increase liquidity, to facilitate production;
F, wet spraying rebound rate is low, less dust, lining structure is more reasonable, in line with energy saving, consumption reduction of environmental protection requirements.
Three, the new dry process cement kiln parts with spray coating
1. Cyclone preheater
This unit consists of a series of vertical "cyclone" heat exchangers, arranged vertically. There are pipes connected to each other, and the homogenized raw meal goes down, while the exhaust gas from the kiln goes up. In each heat exchanger, the exhaust gas exchanges heat with the raw material, so that the raw material is gradually heated, and then falls into the primary exchanger through the tube. Each kiln has a single series or double series of heat exchangers with temperatures ranging from 300°C (inlet of the first exchanger) to 1100°C (outlet of the last exchanger). The temperature near the combustion nozzle in the lower part of the tertiary air will be higher.
Key points of construction: it is recommended to use ZS-PT14 or ZS-GPT15 fire-resistant anti-wear spray coating and stainless steel anchor hook for construction. Lining thickness 150-250mm, usually single layer, but sometimes with 50mm light spray coating ZS-1.0 as the bottom lining.
2. Feeding chute (also called blanking slope)
After the material comes out of the heat exchanger, the hot material with a temperature of 1000°C passes through a large feed chute before entering the rotary kiln. Due to the fuel or the material itself, in some cement plants, the refractory surface of this part quickly forms a crust (up to 100mm thick). If the alkali content of the raw material is high or the chloride content of the fuel (coal) is high, it will form a cohesive block, destroy the refractory lining surface of the exchanger, and hinder the flow of materials and the exhaust gas. Use a steel drill to knock or spray with a high-pressure water gun to remove the sticky skin.
In addition, impact, wear, rapid cooling and rapid heating will damage any refractory lining. However, the spray coating is much more durable than the brick lining, because the cracks in the brick lining are severely eroded. If the crust has reacted with the inner surface of the refractory, the time to remove the crust is likely to take off a piece of the lining surface. Therefore, the maintenance frequency of this part is high, which leads to the emergency repair of the kiln and affects the cycle operation rate of the kiln.
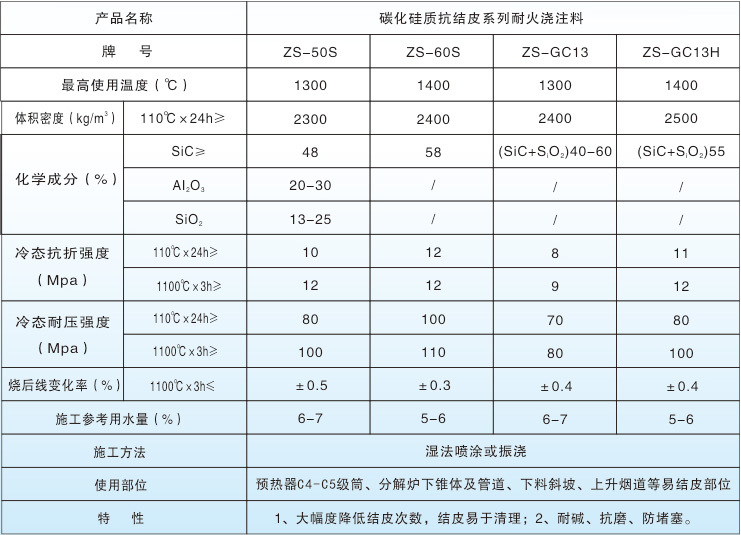
Suggested materials: high-strength spray coating ZS-GPT15; silicon carbide high-strength anti-skinning spray coating ZS-50S above grade.
Key points of construction: the lining thickness is 200-300mm, and 1 chromium 18 nickel 9 titanium 321 stainless steel anchoring hook is welded on the side wall and slope. The advantages of the two materials are low porosity, high strength at high temperature, strong abrasion resistance, and good resistance to rapid cooling and heat.
3. Inlet cone (feed cone)
The feed end of the rotary kiln is usually tapered, and the lining material was previously a complex shaped brick. However, due to the difficulty of lining, the ambient temperature is 900-1100 ℃, the wear is serious, and a large amount of dust is deposited in this part. At the same time, this part is affected by stress when the rotary kiln rotates.
Key points of construction: fire-resistant and anti-wear spray coating ZS-PT14, high-strength spray coating ZS-GPT15, lining thickness 200-500mm, welding with chromium 25 nickel 20 "Y" type stainless steel anchoring hook, spraying construction.
4. Kiln head cover
The kiln head cover is located at the discharge end of the rotary kiln, and the coal injection pipe extends into the kiln body through the kiln head cover. This part is subject to a certain degree of wear, the surface of the refractory material has dust crust and is subject to flame radiation, and the operating temperature is 1100-1200°C.
Key points of construction: mullite spray coating ZS-PT14 and mullite high-strength spray coating ZS-GPT15 are recommended. It is suitable for the bottom side wall and nozzle wall and the top. The choice of material depends on the specific situation. Generally, 75mm ZS-0.8 is sprayed first as the bottom insulation material, and then 200-250mm working layer is sprayed.
5. Grate cooler
The sides near the grate cooler are seriously worn by cement clinker, and the dust deposits on the wall and top are very large, which often requires blowing or mechanical removal. The back wall (near the end of the kiln where the clinker falls) is severely mechanically worn because the clinker falls on the back wall first and then on the grate plate. The clinker temperature was reduced from 1300°C to 250°C. A large amount of air from the fan enters the grate cooler, forming the phenomenon of rapid cooling and rapid heating.
Key points of construction: mullite spraying ZS-PT14 and mullite high-strength spraying ZS-GPT15 are recommended. The working face is 200-300mm thick, and the insulation layer is coated with light spray paint, 75-100mm thick, with 321-type stainless steel anchoring hooks, with a spacing of 300mm. Many manufacturers have replaced the traditional arched brick roof with a flat top spray or castable with anchor bricks. The advantage is that the wall will not affect the top structure during periodic repairs.
Refractory performance index of materials used in 4.
Physical and chemical indexes of fire-resistant and anti-wear spray coating

High-strength lightweight heat insulation series castable
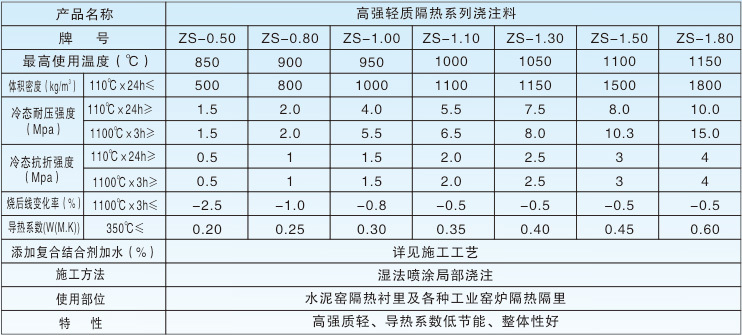
High-strength lightweight heat insulation series castable
Recommended Products
online message
Hebi Zhongsheng Metallurgical Engineering Co., Ltd.
Address: 227 Hengshan Road, qibin district, Hebi City, Henan Province