



Thermal Wet Spraying Lining Technology for Blast Furnace Lining
Blast furnace is the main equipment for continuous high-temperature operation of ironmaking, its lining due to long-term impact, erosion, melting loss and local or large area of shedding, resulting in a large change in the operating furnace type of the blast furnace, and then the furnace condition appears repeatedly abnormal. Extending the service life of blast furnace lining is a subject that smelting engineering and technical personnel have been concerned about. At present, the dry spraying lining technology has been used at home and abroad, which has the characteristics of convenient construction, less time-consuming and fast production compared with the traditional shutdown bricklaying maintenance. However, due to the uneven mixing of water materials (adding water at the muzzle), dry spraying has the following disadvantages: high rebound rate, loose spraying layer structure, short service life, serious environmental pollution and so on. Hebi Zhongsheng Metallurgical Engineering Co., Ltd. combined with the actual after long-term research and development, the use of wet conveying and remote spraying combined with wet spraying technology, a good solution to the above problems, has been generally welcomed by users.
Classification:
Description
1. Technology Overview
Blast furnace is the main equipment for continuous high-temperature operation of ironmaking, its lining due to long-term impact, erosion, melting loss and local or large area of shedding, resulting in a large change in the operating furnace type of the blast furnace, and then the furnace condition appears repeatedly abnormal. Extending the service life of blast furnace lining is a subject that smelting engineering and technical personnel have been concerned about. At present, the dry spraying lining technology has been used at home and abroad, which has the characteristics of convenient construction, less time-consuming and fast production compared with the traditional shutdown bricklaying maintenance. However, due to the uneven mixing of water materials (adding water at the muzzle), dry spraying has the following disadvantages: high rebound rate, loose spraying layer structure, short service life, serious environmental pollution and so on. Hebi Zhongsheng Metallurgical Engineering Co., Ltd. combined with the actual after long-term research and development, the use of wet conveying and remote spraying combined with wet spraying technology, a good solution to the above problems, has been generally welcomed by users.
The implementation of this technology makes the furnace lining life reach 18-24 months, which has the effect of energy saving, environmental protection and low carbon.
2. spraying material:
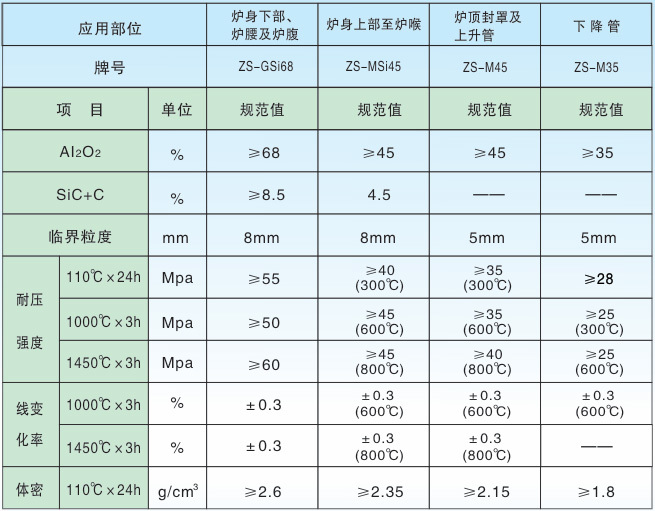
1, ZS-M series wet spray coating: used in blast furnace throat, furnace body, the middle;
2. ZS-GSi series wet spray coating: used in the lower part of the blast furnace body, furnace waist and furnace belly.
3. technical characteristics
1. The mixing time of the spray coating is lengthened, and the water reducing agent and dispersant can fully react;
2. The amount of water added is obviously reduced: the amount of water added for wet spraying is 6-8%, and that for dry spraying is 12-15%;
3. The strength is improved after drying: wet spraying does not appear because of the separation of water and material, the spraying layer is uniform and dense, effectively improving the wear resistance;
4. Reduction of springback rate (keeping design particle size gradation): springback rate of wet spraying ≤ 5%, springback rate of dry spraying ≥ 15%;
Reduce environmental pollution: no dust phenomenon occurs during wet spraying.
4. physical and chemical indicators:
Technical index of hot wet spray coating for blast furnace
5. construction scheme
1. Preparation: The equipment shall enter the site one day in advance, and the commissioning shall be normal after installation. Before construction, safety education and hazard source identification shall be conducted for personnel, and technical disclosure shall be conducted with Party A's technical personnel.
2. Fire pressing: Party A is responsible for lowering the material level (down to the lower edge of the tuyere) and covering it with a certain thickness (100-300mm) of water slag. The temperature in the furnace is controlled below <300 ℃, and the gas concentration in the furnace is controlled below 50ppm.
3. Cleaning: 400kg of high-pressure water is used to clean the furnace wall and cooling wall under high pressure to remove dirt, floating ash, tumor slag and loose parts.
4. Injection: Start the equipment according to the operation procedures, hoist the spray paint into the injection workstation, adjust the amount of water added, and deliver the stirred material to the remote control manipulator through the material pipe. Adjust the air pressure and air volume to ensure that there is no flow after spraying. By controlling the rotation speed and direction of the manipulator, the radial spraying thickness is adjusted. By controlling four electric hoists, adjust the vertical spraying height until it is repaired to the original design furnace size.
5. End: After Party A's personnel pass the site acceptance, dismantle the equipment, clean up the site and end the construction.
6. oven and opening
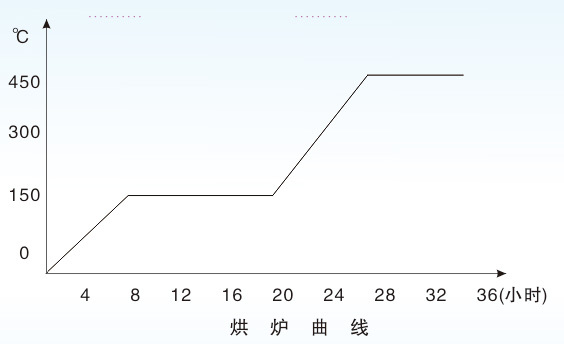
1. Oven
After spraying, remove the residual springback from the tuyere, and then reinstall the tuyere. Send hot air to the emptied furnace, and bake for 36 hours in strict accordance with the temperature rise curve by alternately opening the diffuser, so as to ensure the smooth operation of the furnace.
2. Open the furnace
At the end of the oven, the oven can be opened directly according to the conventional method.
7. Site Conditions:
1. Power supply: 380V power supply for the platform of the outlet yard, with capacity ≥ 10KW; 380V power supply for the roof platform, with capacity ≥ 10KW.
2. Compressed air: pressure ≥ 0.6Mpa, flow ≥ 20m3/min Output pipe diameter ≥ 2"
If the site does not have the above air source, it can be replaced by a mobile air compressor, but the mobile air compressor should meet the above parameters.
3. Water: pressure ≥ 0.2Mpa, output pipe diameter ≥ 3/4 ".
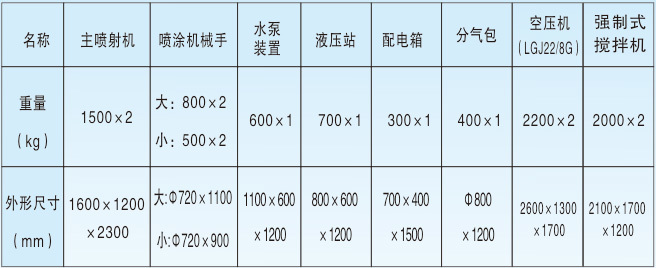
4. Hoisting equipment: the ironmaking plant needs to coordinate the crane to cooperate with Hebi Zhongsheng Metallurgical Engineering Co., Ltd. to lift the blast furnace spraying equipment to the platform of the iron exit yard and the platform of the furnace roof inspection opening. Weight and overall dimensions:
The platform of the exit yard shall be equipped with cranes with lifting weight ≥ 5 tons and lifting height ≥ 5m. If the small blast furnace does not have the condition of crown block, truck cranes shall be used instead.
The furnace roof platform shall be equipped with a furnace roof hoist, and the spraying manipulator, water pump device, hydraulic station, power distribution box, spraying pipe, water pipe, hydraulic pipe, etc. shall be placed on the furnace roof platform; the small blast furnace without lifting conditions can be replaced by a truck crane.
5. Furnace roof platform shall be provided with conditions such as electric welding and construction lighting at night.

Hebi Zhongsheng Attends National Blast Furnace Ironmaking Academic Exchange Meeting
Recommended Products
online message
Hebi Zhongsheng Metallurgical Engineering Co., Ltd.
Address: 227 Hengshan Road, qibin district, Hebi City, Henan Province